“This review is based on our own personal experience with “Liqcreate® Flexible-X” 3D Printing Resin used with a Nova3D Bene4 Mono 3D Resin Printer. We bought and paid for the “Liqcreate® Flexible-X” 3D Printing Resin independently, and have no prior or current affiliation of any kind with Liqcreate®. All information listed in this review is based our own personal experiences and opinions formed after using “Liqcreate® Flexible-X” 3D Printing Resin for our needs as described below.” According to Joshua Newman – General Manager at AutomaticLogic® LLC who is using Flexible-X 3D-printing resin to make replacement parts on the Nova3D Bene resin 3D-printer.
Manufacturing rubber replacement parts in Flexible-X resin on Nova3D printer
US based AutomaticLogic LLC uses resin 3D-printing with Liqcreate resins for research and development of proprietary electromechanical apparatus.
AutomaticLogic® LLC performs independent research and development of proprietary electromechanical apparatus. A big part of their operations is prototyping parts that do not exist or are unobtainable, and making modifications of existing parts that work better than the original design. After conception and design, 3D printing is a critical part of the iterative prototyping process to get a part just right for the purpose. The most important aspects in 3D printing for prototyping purposes are: build quality resulting in mechanical reliability, precision, accuracy and repeatability.

Liqcreate Flexible-X 3D-Printing resin on the Nova3D Bene4 Mono lives up to, and surpasses claimed performance
Joshua Newman - General Manager at AutomaticLogic® LLC
Newman continues: “As we noted, we need accuracy, detail, dimensional stability and repeatability from a 3D printer. Just as important is an ability to properly use ‘exotic’ engineering resins as appropriate to our design specifications. Nova3D says on their website that the Nova3D Bene4 Mono is “Designed for Prototype Verification – ±0.05mm (Model Size Tolerance)” along with an especially uniform and powerful “3rd Generation Crystal Light Source” as well as “Better Linear Guide System”. We already experienced the absolute truth of their claim about their light source, and have it zeroed in precisely without fail.”
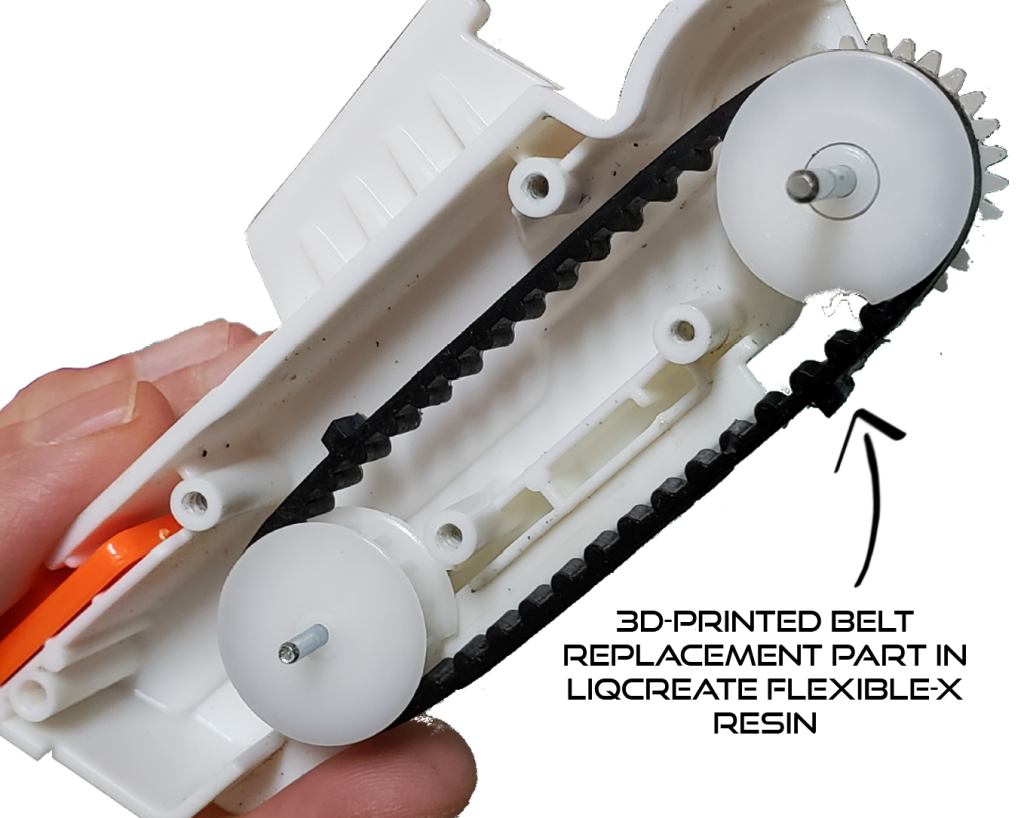
Most of our work is proprietary, but we can give a fun example which will show clearly just how good the combination of “Liqcreate® Flexible-X” 3D Printing Resin and a Nova3D Bene4 Mono really is for making accurate and functional mechanical flexible replacement parts. One can easily understand how the following demonstration applies to professional situations for flexible replacement parts with resin 3D-printing. A pair of fully automatic “Nerf® Hyperfire Elite” electromechanical rifles had ceased being able to fire some time ago. Upon disassembly and inspection, it turned out that both rifles had the same failure point: a broken gear belt (flexible rubber material) which is responsible for loading and firing the projectile darts. The gear belts were manufactured from some kind of material that was not very elastic, somewhat like a “tenacious” 3D printing resin, just a bit softer. Bent too often or too far, this material will cleanly break, which is what happened. The first thing to be done was to take precise measurements, and design a replacement, while enhancing certain design elements that seemed flawed, using our CAD program, IronCAD® 2021 Mechanical. Then we needed to characterize a proper flexible material to print the gear belts with for replacement. After some research, we came to the conclusion that the properties of “Liqcreate® Flexible-X” printed on the Nova3D were a perfect match, in theory superior even to the original material used by Nerf®.
3D-printing flexible resin for replacement part on the Nova3D printer
However, this type of material is notoriously challenging to 3D print even according to the manufacturers of “high-end” 3D printers, and flexible materials are even more notorious for being difficult dimensionally for replacement parts. There are also the added difficulties of finding the correct exposure, layer heights, movement, and other technical settings for printing. Liqcreate® had no suggested settings for any Nova3D resin printers at all. There were few settings available other than “Preliminary settings” for some other brands. Fortunately, they did have resin settings for two popular printers we have had sub-optimal experiences with in general that we overcame (nothing to do with Liqcreate® resins), and we derived characterization settings from experience with those together with our own experience of the capabilities of the Nova3D Bene4 Mono. After loading the settings we derived into a resin profile for the Nova3D Bene4 Mono in Lychee Slicer, we exported our gear belt at the highest resolution settings as an STL file, ran the result through standalone AutoDesk® NetFabb® Premium to repair any STL generation errors, and saved the repaired STL file.

We then loaded the repaired file into Lychee Slicer, duplicated the gear belt model so we can print two gear belts, flat on the build plate with no supports, and sliced for the Nova3D Bene4 Mono. Next, we prepared the “Liqcreate® Flexible-X” resin by heating it in the bottle to 60° C in a hot water bath and pre-heated the printing room to 30° C. We then put the pre-heated resin bottle on the “3D Systems® – LC-3DMixer” for 15 minutes. Then we poured about 150 grams of resin into the resin tray and let it sit for 5 minutes to allow any bubbles, if any, to escape. Finally, we sent the file from the PC to the printer over the Ethernet Network, and started the print. When the print was done, we went to the printer room, opened the printer and took off the build platform. The gear belts were well attached to the build plate and had printed perfectly in flexible 3D resin.
Post-processing flexible 3D printing resin and accuracy measurements for replacement parts.
We sprayed off the resin 3D printed gear belts and the build plate with 99% Bio Ethanol, observing the fantastic detail and accuracy of the parts produced by the using the “Liqcreate® Flexible-X” resin on the Nova3D Bene4 Mono. Before removing and post-processing the prints, we carefully measured the dimensions of the printed gear belts to compare with the dimensions specified in our design in IronCAD®, with a 0.0005”/.01 mm high-precision caliper. The results so far, were amazing: Specified outside dimension / printed dimension: 58.770mm / 59.10mm ; >99.44% (+0.56%) Specified inside diameter / printed dimension: 55.303 mm / 55.33mm ; > 99.9% (+.0005%). Once again, removing the resin 3D printed gear belts was very easy and straightforward – spray off the gear belts and plate with 99% Bio Ethanol, use the plastic razor blade tool slipped between the model and the plate slowly and carefully, while spraying with the Bio Ethanol, and the model comes off easily and cleanly with no damage. The “Liqcreate® Flexible-X” 3D resin was very messy, so we proceeded to further pre-clean the released prints by spraying with the Bio Ethanol while brushing with a soft brush (NOT a toothbrush) repeatedly until the print didn’t seem to be releasing any more “blackness” into the Ethanol. Liqcreate® recommends washing for 20 minutes in Ethanol, but we put the prints into the wash and cure machine for a wash cycle of 30 minutes in clean Bio Ethanol based on what we saw when pre-cleaning. We cleaned the brush easily with 100% Acetone – one dunk in a small container completely cleaned the resin without leaving a trace. Liqcreate® recommends curing at 65° C for 20 minutes – So we water-cured them as described above, but we used water heated to 70° C to account for cooling and UV cured the prints for 30 minutes.

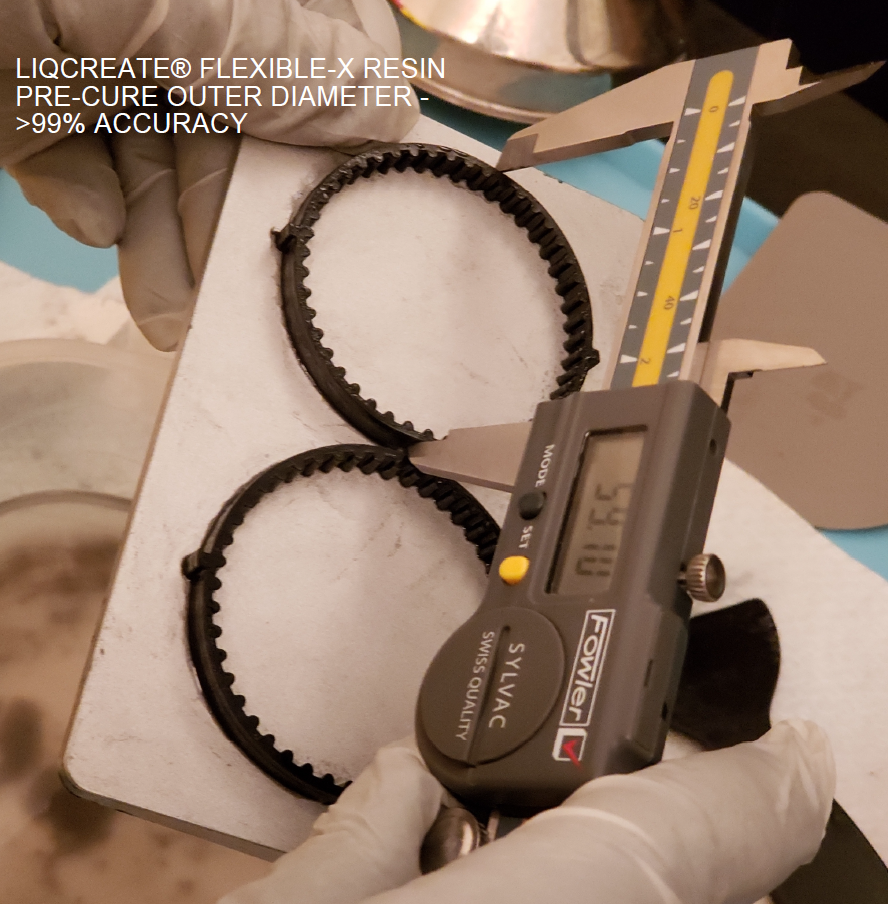
Image: Accuracy measurement of resin 3D printed Flexible-X replacement parts on the Nova3D resin 3D-printer to manufacture flexible replacement parts.
This completely cured the prints with no tackiness or any ill effect at all, and we dried the prints with a warm blow drier. The gear belts we had just printed with the Nova3D Bene4 Mono had the consistency of high-quality, strong rubber with moderate firmness and a somewhat shiny surface. Now we carefully measured the post-processed prints with the specification as described above, this time including the width of the gear belts to get a good idea of the Z-axis accuracy, also: Specified Gear belt width (z-direction): 5.800mm ; measured width: 5.800mm accuracy: 100% We couldn’t measure any difference in the other dimensions, it seems this resin just becomes ‘firmer’ and seemingly more elastic after post curing, without much if any swelling.
After firing approximately 1000 rounds through each rifle we opened the rifles and inspected the gear belts we made with the Nova3D Bene4 Mono for any signs of wear or damage. The gear belts were pristine.
Joshua Newman - General Manager at AutomaticLogic® LLC
Newman continues: “This is consistent with the fact that we observed only a slight swelling, less than a few tenths of a mm, which we could barely see even under close inspection, with no ‘elephant foot’ on the bottom of the print where it attached to the plate. Finally, we installed the gear belts on the gears in the rifles, reassembled them and tested them. We found the rifles functioned slightly better than when they were new, the shot speed and forced were noticeably increased while the operating noise was noticeably less, due to better properties of the gear belts we made with the “Liqcreate® Flexible-X” resin, which clearly lessened the stress on the motor drive. After firing approximately 1000 rounds through each rifle we opened the rifles and inspected the gear belts we made with the Nova3D Bene4 Mono for any signs of wear or damage. The gear belts were pristine.”
Summary
The “Liqcreate® Flexible-X” 3D resin used on the Nova3D Bene4 Mono 3D printer met and exceeded Liqcreate®’s claims and specifications. We are extremely impressed that this flexible 3d resin on the Nova3D Bene4 Mono was capable of printing a successful functioning part to >99% XY-axis accuracy and 100% Z-axis accuracy. Please note, the “Liqcreate® Flexible-X” resin can be considered an “exotic engineering resin”, it was being employed for the first time using estimated exposure and other printing parameters,and the results were and are outstanding. The performance of “Liqcreate® Flexible-X” resin on the Nova3D Bene4 Mono 3D printer is completely acceptable to us and exceeds any of our expectations. Our opinion: If you are serious about affordable, professional 3D resin printing for functional prototyping, and have an accurate 3D printer with good optics and light source, use high-quality resins like the “Liqcreate® Flexible-X” Engineering 3D Printer Resin and you will not be disappointed! On the following pages, please find the resin profiles we found successful for “Liqcreate® Flexible-X” resin on the Nova3D Bene4 Mono, also photos of what we did as described above.
About Liqcreate Flexible-X
Liqcreate Flexible-X is an opaque black photopolymer with great processability and print speed on MSLA, DLP and laser based 3D-printers. 3D-printed parts from this material have exceptional flexibility and great rebound properties. Liqcreate Flexible-X is easy to use on all open source DLP, LCD and SLA 3D-printers in the range of 385 – 420nm. Its low hardness of 55 Shore A and elongation up to 160% makes it perfect for the production of a diversity of industrial applications.
Key benefit
· High Elongation · Excellent Rebound · Good Tear Strength · Durable Soft Touch |
3D-Printer compatibility
· Epax3D Series · Phrozen Series · Anycubic series |

Technical information and settings
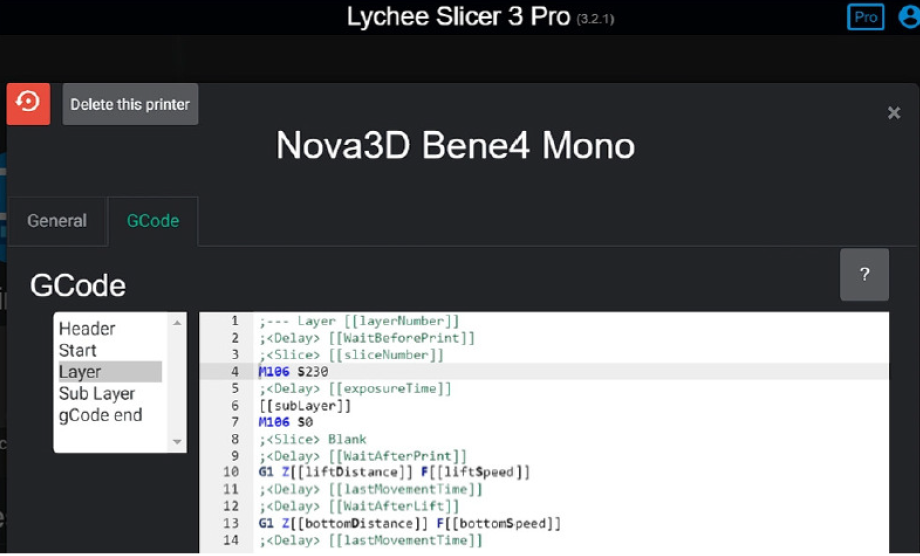
G-Code settings in “Lychee Slicer” in the printer settings for the Nova3D Bene4 Mono 3D printer that we’ve found optimal for flexible 3d resin: Under “Gcode” “Layer”, line 4, change the parameter “M106 S255” to “M106 S230”, to turn the UV Power from 100% down to 90%, as shown here:
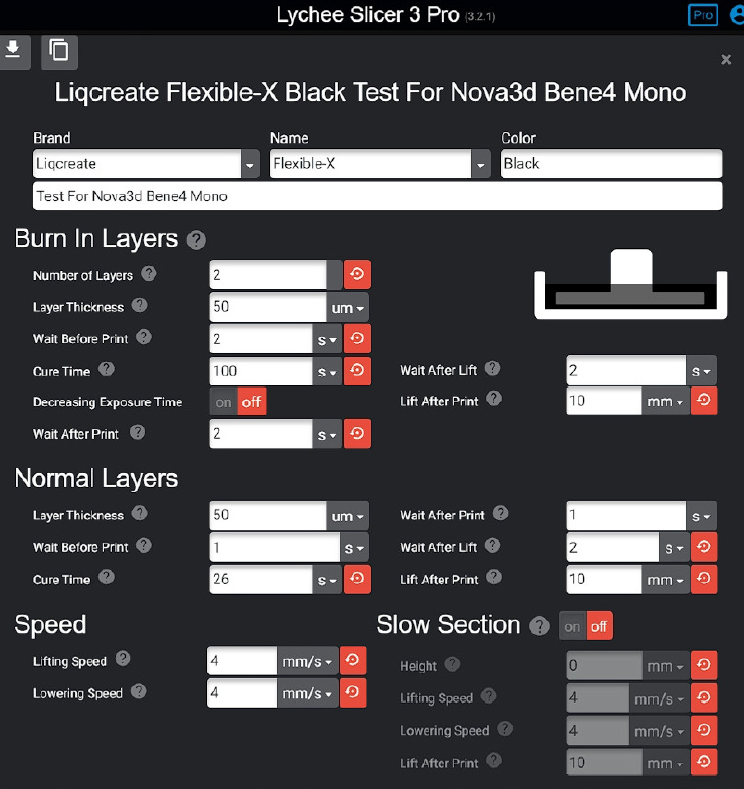
Our Successful Liqcreate® “Flexible-X” (Flexible 3d resin) resin Lychee Slicer Settings for the Nova3D Bene4 Mono to print flexible resin replacement parts
More details to 3D print flexible replacement parts with Flexible-X resin on the Nova3D Bene4 resin 3d-printer