Liqcreate Flame Retardant HDT is a rigid off-white photopolymer resin and can be processed on most open resin based 3D-printers. 3D-printed parts from this material can withstand high temperatures without posing a fire hazard due to its self-extinguishing capabilities. The material is perfect for creating parts that need comply with UL94-V0 test standards, such as parts for car interior, railway, airplane and electronics. In addition, it can be excellent for tooling manufacturing aids, connector housings and covers. In this article you can find tips and tricks to work with Liqcreate Flame Retardant HDT 3D-printing resin. If you have any questions, reach out to us at info@liqcreate.com and our technical team will assist.

The following topics are covered in this article:
- Caution: strong adhesion to platform – raft settings
- Shake before use.
- 3D-printing parameters.
- Support settings.
- Cleaning, washing and post-curing your part.
- Discoloration of parts after curing or extended UV aging
- How to clean/filter the resin?
- Minimum wall thickness.
- Part orientation and over-hang.
- Part surface finish or sticky surface.
- Shrinkage compensation.
- Resin temperature.
- Solving print failures.
- Storage conditions.
1) Caution: strong adhesion to platform – raft settings
Caution! Flame Retardant HDT resin has a very strong adhesion to metal build plates. It is therefore important to change the support settings for this resin to avoid a difficult removal of the raft from the platform. See section 4 support settings. Additionally, it is advised to take off the part from the supports when still on the platform. This will avoid breaking the part when supports are taken off. Do not print parts directly on the platform as the first layers might break upon removal.
2) Shake before use.
For most resin, shaking for a couple minutes is advised, especially after longer storage to get a homogeneous mixture before printing. Same for Liqcreate Flame Retardant HDT. Shake for a few minutes and let the resin rest for a some minutes before using. During shaking the resin is homogenized, but some air bubbles will be present. If you start a print job right after shaking, air bubbles might be present in the first layers of the part.
3) 3D-printing parameters.
Liqcreate Flame Retardant HDT 3D-printing resin is designed for open compatibility on 405nm and 385nm DLP, MSLA, LCD and laser-based resin 3D-printers. It is important that the 3D-printer is open for 3rd party resins and parameters can be changed. A lot of parameters are already prepared and listed here. Click on your actual printer to see if Liqcreate Flame Retardant HDT parameters are available. If that is not the case, send an e-mail to our technical team at info@liqcreate.com and they will try to help.
4) Support settings.
Caution! Flame Retardant HDT resin has a very strong adhesion to metal build plates. It is therefore important to change the support settings for this resin to avoid a difficult removal of the raft from the platform. Additionally, it is advised to take off the part from the supports when still on the platform. This will avoid breaking the part when supports are taken off. Do not print parts directly on the platform as the first layers might break upon removal.
Support settings are depending on the type of resin in combination with the type of printer, release mechanism, material on the bottom of the resin tank and also the secondary settings like print speed. With the extreme growth of available resin 3D-printers in the past years, it is impossible to give validated support settings for each printer. In this section you can find settings for some generic printers, design and print speed. We tested a standard design with different settings. If your part is more bulky / large cross-section for each layer, then the support tip thickness or intersection might need to be increased.
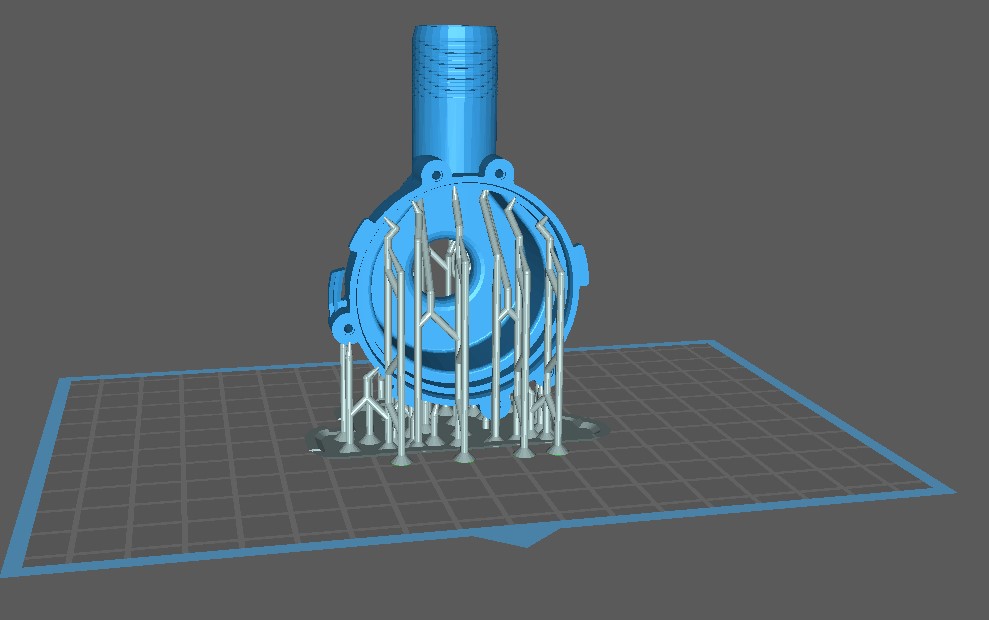
Image: Test parts to optimize support settings.
Support settings on the Anycubic Photon D2 were successfully tested for this part and can be found below. In chapter 7 we explain how to orient and to minimize large bottom surfaces. We tested a standard design with different settings. If your part is more bulky / large cross-section for each layer, then the support tip thickness or intersection might need to be increased.
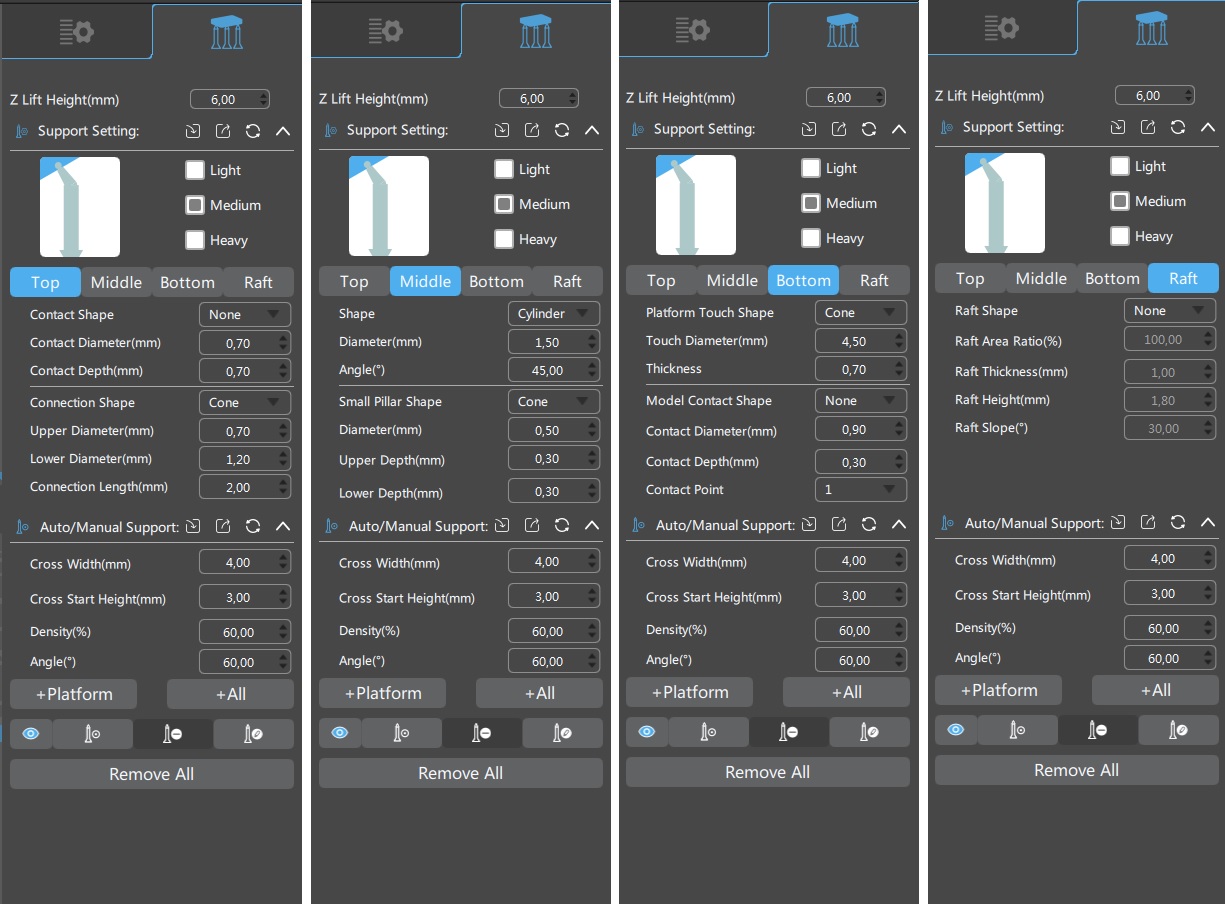
Image: support settings of Flame Retardant HDT with our generic test parts, tested on the Anycubic Photon D2 resin 3D-printer. Zoom in browser to get a clear image of the values.
5) Cleaning, washing and post-curing your part.
Washing is similar to other Liqcreate resins. wash in either IPA, Ethanol or Liqcreate resin cleaner. Although it is recommended to use a separate cleaning bucket for Flame Retardant HDT printed parts if you print a lot of parts as some components from the resin can be washed off and settle on the surface of other resin parts.
For resin cleaner the cleaning instructions on the product page can be used. For IPA and Ethanol they can be used in a seperate bucket in an ultrasonic cleaner or cleaner with agitation (like the new low costs Anycubic / Elegoo washing unit). Preferably 2 times 2 minutes washing and the second time in fresh IPA / ethanol. If there are small cavities that are not cleaned by this method, then use a soft brush to clean them out and wash in fresh solvent again for 1 minute. Then let the part dry. Before post-curing, inspect that the part is dry and completely free from solvent (no shiny resin spots on the surface). Otherwise wash again in fresh solvent for 1 minute. Do not wash for longer than necessary as parts can deform when exposed to IPA / Ethanol for >60 minutes when not fully cured. Also be careful if your parts are thin (<2mm) and the IPA in the ultrasonic cleaner is warm (>30°C), parts can warp. If you notice this, either make the parts thicker or wait until the temperature of the IPA is below 30°C.
When small holes and tight corners are difficult to clean, then brushing with a soft brush is advised to clean these specific areas. After brushing, rinse in fresh IPA / ethanol to get all resin leftovers cleaned.
For Flame Retardant HDT, two different curing methods are advised. In a heated curing unit, cure for 60 minutes at 60°C to achieve high HDT (HDT-B of 237°C / 459°F). For applications that require an extreme temperature resistance (HDT-B of 257°C / 495°F), increase the curing cycle to 120 minutes at 60°C. Extended post-curing information and settings for different curing units can be found in this link.
6) Discoloration of parts after curing or extended UV-aging
The color of a post-cured Flame Retardant HDT part is off-white. It can be surprising as the fresh parts look white. The slight change in color to off-white is normal. The image below show what kind of color can be expected.

Image: Printed Flame Retardant HDT parts, fresh (left), after 60 minutes UV-curing at 60°C (middle) and after 120 minutes UV-curing at 60°C (right)
7) How to clean / filter the resin?
When a part failed during printing, it is always advised to clean your resin tank. This is usually done by filtering the resin to make sure all rigid plastic pieces are gone. If cured resin parts are present when you start a new print, they can damage your bottom of your resin tank/FEP film of even your LCD screen or glass place in case of an DLP/SLA printer. A standard resin filter will work sufficiently to filter Flame Retardant HDT resin.
8) Minimum wall thickness.
The advised average minimal wall thickness for Liqcreate Flame Retardant HDT is 2mm. it is possible to print finer details in local areas. Also larger thin walls can be printed but will require extra support structures for successful printing.
9) Part orientation and over-hang.
It is not advised to print large and relatively flat parts on supports. if possible, always print at an angle to prevent large bottom surfaces as the quality when printing in an angle is much better. In this test we printed a part from Thingiverse and also made a modification on it to see at which angle the parts can be printed. The thingiverse file was rather solid, while our own modification had a wall thickness of 2.0 mm.
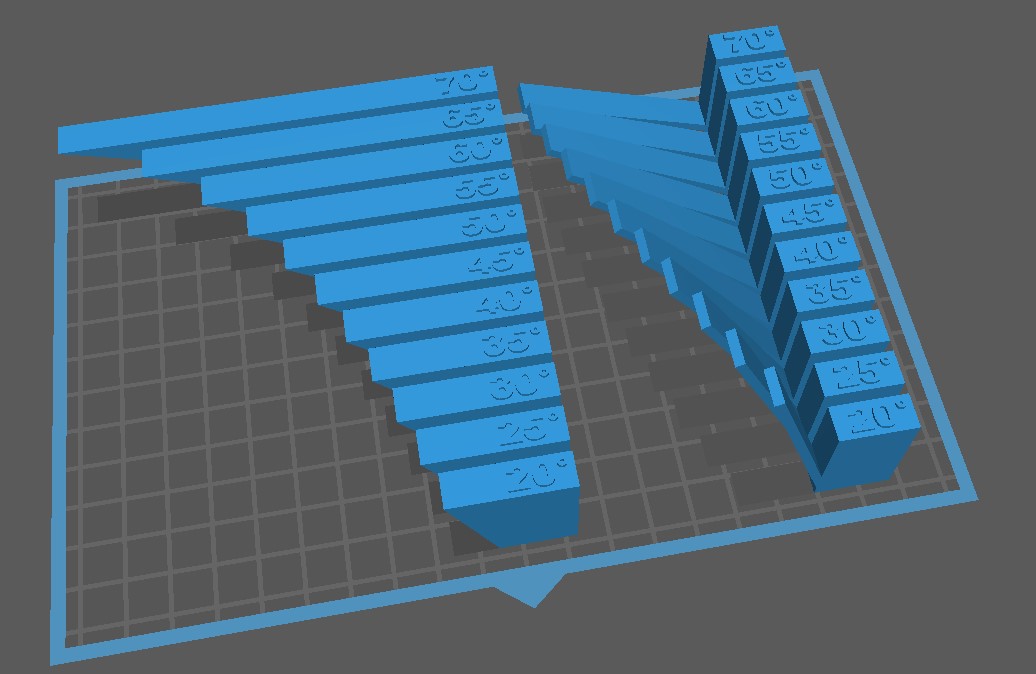
Image: Testing printing angle with the Thingiverse (Thing 40382) file and a small modification of it with thinner walls (2.0 mm).
As expected with a rigid resin, all parts printed well, even with an angle of 70°. But what you see is that the 2mm thick part starts to deform at an angle above 50° and the dense part at an angle above 60°. It is advised to support parts from 45°.
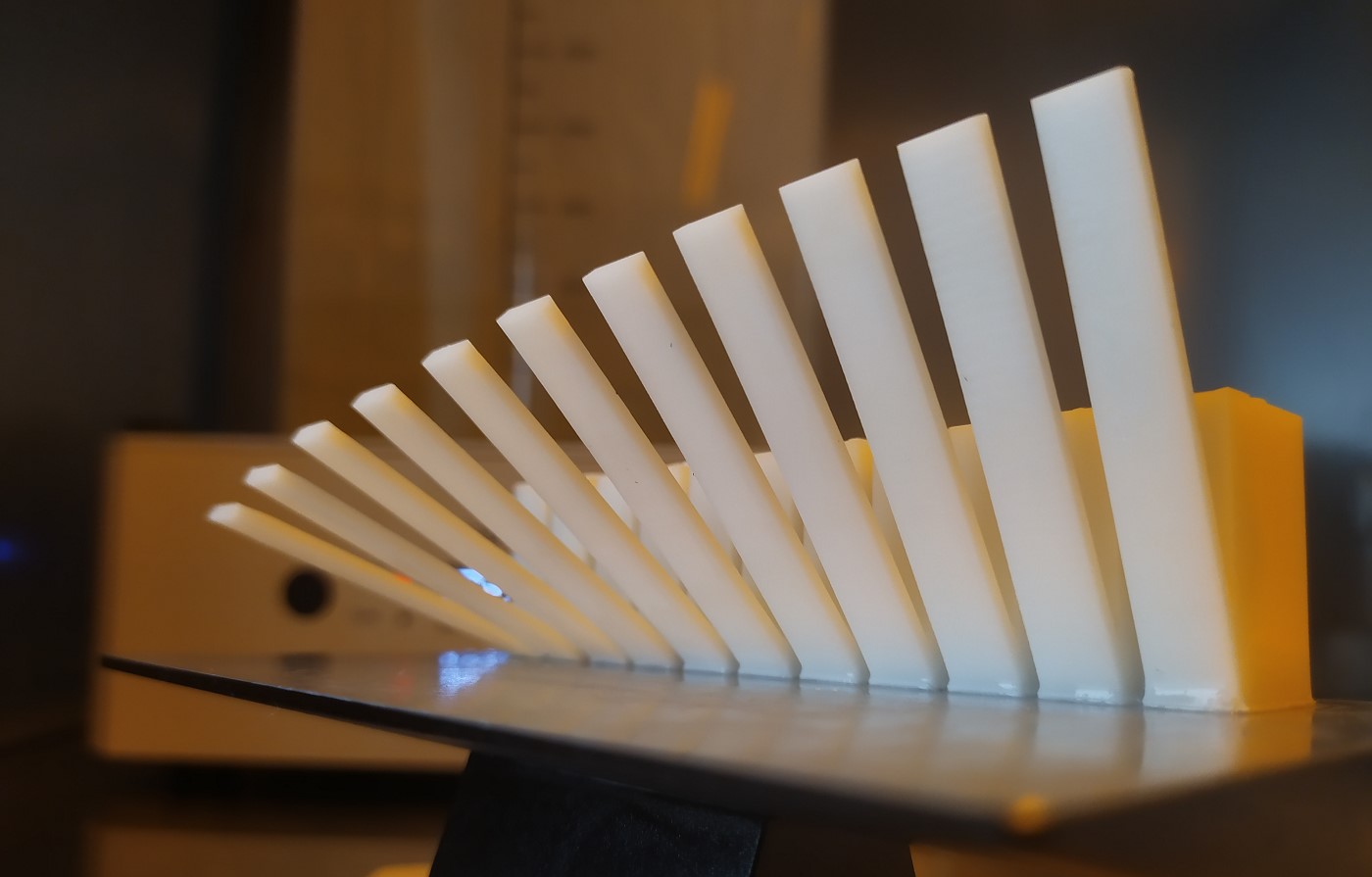
Image: test to print at different angle without supports with Liqcreate Flame Retardant HDT resin.
10) Part surface finish or sticky surface.
Printed parts from Liqcreate Flame Retardant HDT are opaque and shiny during printing. A matte / dull surface will appear after washing and drying as in the picture below. Parts can be polished or coated to get a glossy surface finish.
It can happen that crevices and sharp corners show a sort of white deposition after washing. Replacing the cleaning solvent and/or washing with a soft brush helps to remove this deposition.
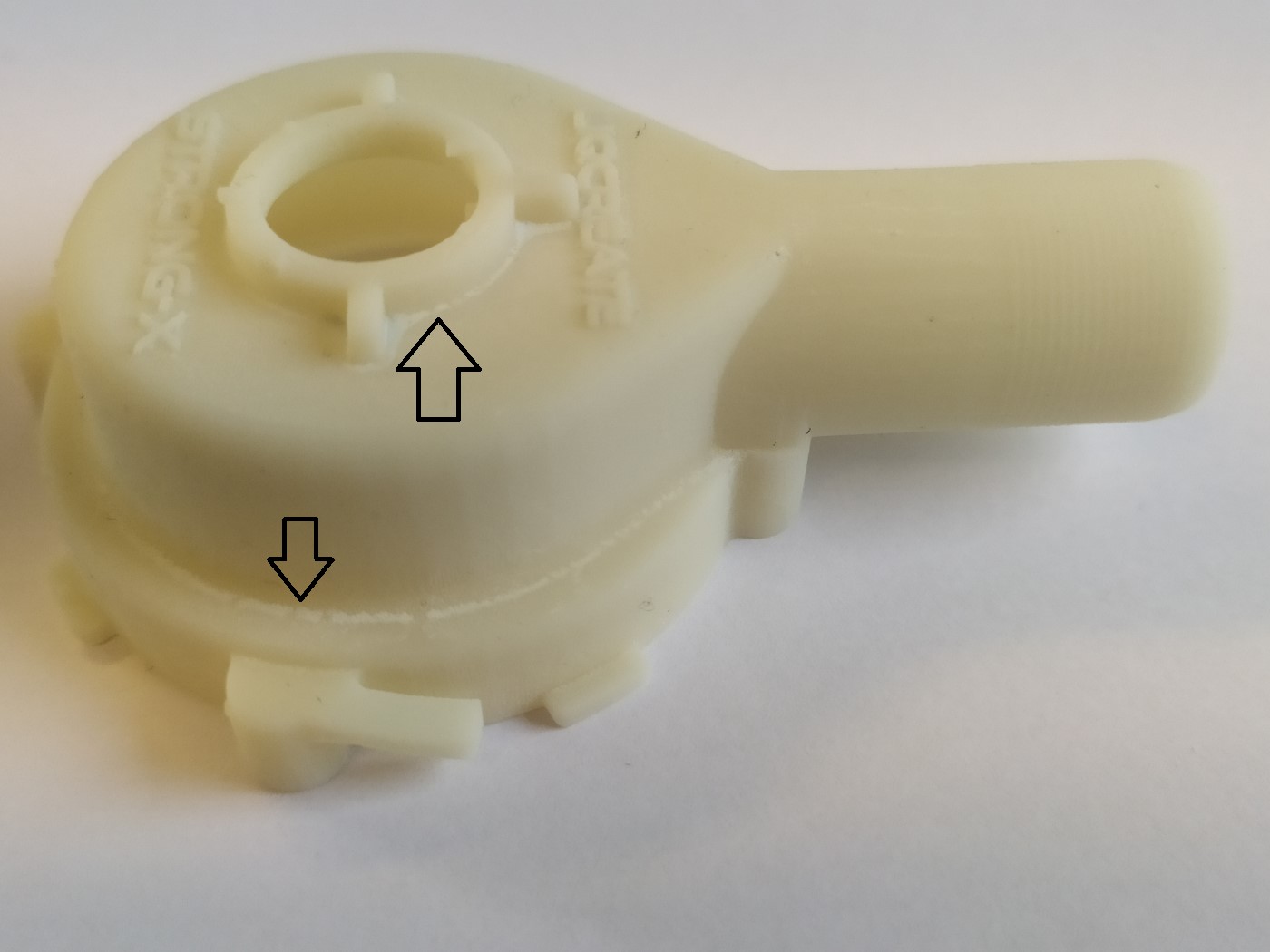
Image of parts printed with Flame Retardant HDT with insufficient cleaning. Particles can settle in the crevices and sharp corners. Replacing the cleaning solvent and/or washing with a soft brush helps to remove this deposition.
11) Shrinkage compensation.
Tested on the Elegoo Saturn 3, the shrinkage compensation in Chitubox to get better accuracy can be found in the picture below. If you need super accurate parts, it is worth to read this article.
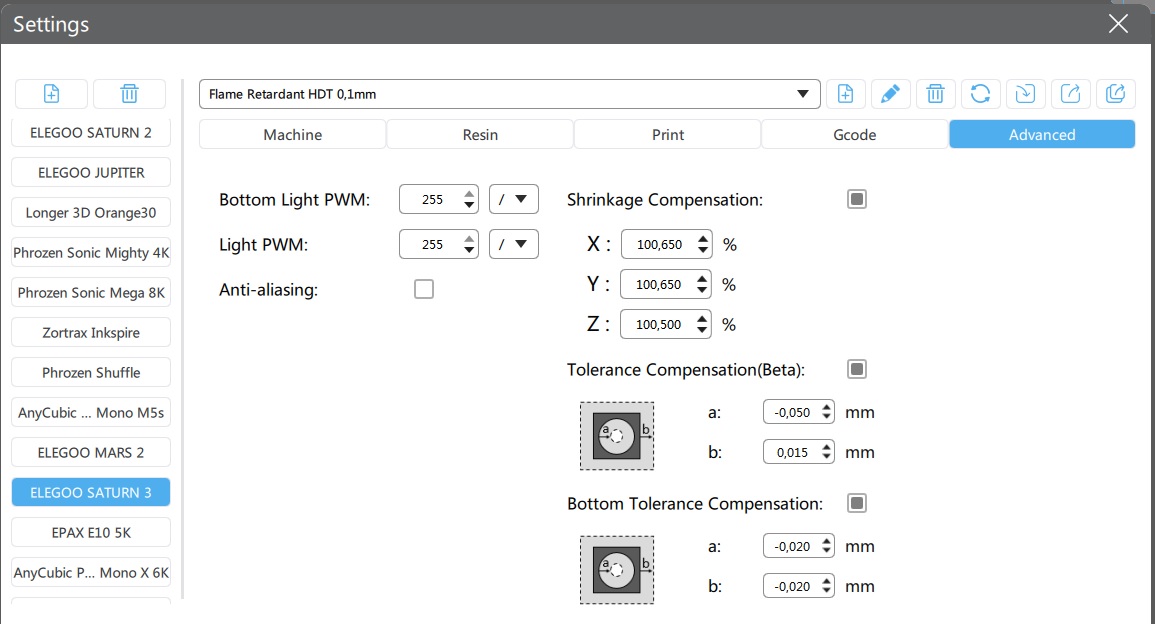
Image: Shrinkage & tolerance compensation for Flame Retardant HDT in Chitubox tested on the Elegoo Saturn 3. Zoom in browser to get a clear image of the values.
With these settings eight sizes of blocks were printed in multiples and measured and optimized. The results from the final settings can be found in the table below.
| STL thickness | Average thickness | Deviation of average in mm |
| 1,00 | 1,008 | 0,008 |
| 2,00 | 2,016 | 0,016 |
| 8,00 | 8,035 | 0,035 |
| 10,00 | 10,011 | 0,011 |
| 15,00 | 15,020 | 0,020 |
| 18,00 | 18,023 | 0,023 |
| 20,00 | 20,008 | 0,008 |
| 24,00 | 24,017 | 0,017 |
In the table you can see that the average deviation over the 1 to 24mm thickness is around 17 micrometers. This is quite close to the maximum accuracy you can reach with this type of printer.
12) Resin temperature.
It is advised to print with Liqcreate Flame Retardant HDT resin at 20°C / 68°F and a maximum of 25°C / 77°F. printing at lower temperature causes random failure in the material. Excessive heating can lead to faster de-mixing of the resin and is not advised.
13) Solving print failures with Liqcreate Flame Retardant HDT resin.
There are a lot of common resin 3D-printing issues. In this article you can find 10 common resin 3D-printing fails and how to solve them. If you have need support, send is an e-mail at info@liqcreate.com and our technical team will try to assist.
14) Storage conditions.
Store the product in its original bottle, plug and cap at minimal 5°C / 41°F and maximum 30°C / 86°F. Avoid sources of heat, radiation, static electricity, sunlight and contact with food.
If you have any questions when working with Liqcreate Flame Retardant HDT resin, send us an e-mail at info@liqcreate.com.
Support
Do you need any help with 3D printing our SLA, DLP or LCD resins? We can help you! Just look for the question you have below. If you can’t find it, let us know by contacting us!
Printer Settings →
Liqcreate Flame Retardant HDT
Liqcreate Flame Retardant HDT is a rigid off-white photopolymer resin and can be processed on most open resin based 3D-printers. 3D-printed parts from this material can withstand high temperatures without posing a fire hazard due to its self-extinguishing capabilities. This material is perfect for creating parts that need to comply with UL94-V0 test standards. Such as interior parts in cars, airplanes, trains and electronic devices. In addition, it can be excellent for tooling manufacturing aids, connector housings and covers.
Key benefits |
3D-Printer compatibility |
| · Self-extinguishing, UL94 V0 | · Asiga UV series |
| · High temperature resistance | · Nexa3D XiP (open license) |
| · Extremely rigid | · Phrozen, Elegoo & Anycubic series |
| · Fast printing | · And many more |



