From the beginning of SLA and DLP 3D-printing, rigid resins were the main available materials. Rigid resins are easy to print and do not need a great amount of skill and knowledge about the printing process. With new developments in resin technology, flexible, tough and high elongation resins are widespread available. With the development of Premium Flex, Elastomer-X and Flexible-X, Liqcreate is offering flexible resins for prototyping and industrial use. These flexible materials require a bit extra attention on some areas to get the best results. Mainly on print preparation and post-processing. The following topics are covered in this article.
- Shake before use.
- Support settings for lexible resin
- Why are flexible 3D-printed parts sometimes sticky?
- Post-processing to get non-sticky flexible parts
- 3D-printing parameters.
- Washing process
- Resin post-curing process
- Expected part surface finish.
- How to clean/filter the resin?
- Minimum wall thickness.
- Orientation of flexible resin parts
- Orientation and preparation of hollow parts
- Shrinkage compensation.
- Resin temperature.
- Solving print failures.
- Storage conditions.
- What not to do?
1) Shake before use.
For most resin, shaking for a couple minutes is advised, especially after longer storage to get a homogeneous mixture before printing. Same goes for Liqcreate Flexible-X. Shake for a couple minutes and let the resin rest for a couple minutes before using. During shaking the resin is homogenized, but some air bubbles will be present. If you start a print job right after shaking, air bubbles might be present in the first layers of the part.
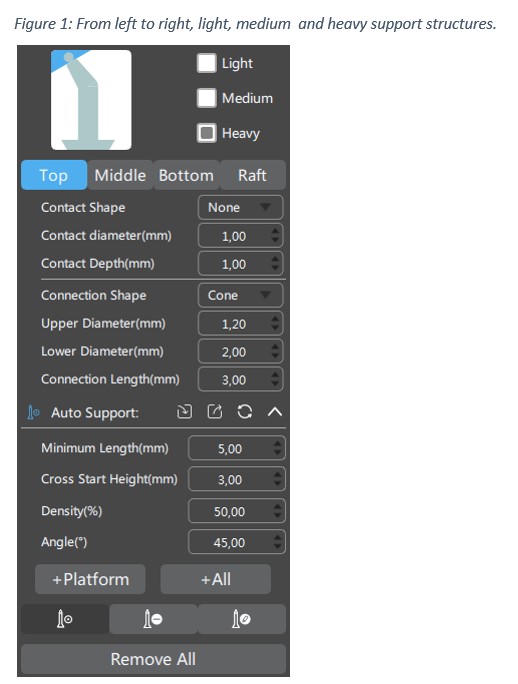
2) Support settings for flexible resin
An important factor to get high quality 3D-printing flexible parts are the right support structures. These supports can vary for each 3D-printer and for each resin. Rigid resins like Deep Blue, Strong-X, Premium White/Black/Model are easy to print with a combination of medium supports. A different support strategy works best for printing tough and flexible resin. For Flexible-X these settings work well on the standard calibration parts. if you have a bulky part of printing large cross-sections, the thickness of the contact diameter should be larger.
3) Why are flexible 3D-printed resin parts sometimes sticky?
One of the biggest differences between SLA-based 3D-printing in regard to other 3D-printing technologies is that a chemical reaction has to occur to create a layer. The reaction that occurs is a light induced polymerization of monomers. This specific chemical reaction is a very controlled reaction, leading to the high accuracy of which SLA is known for. However, one of its disadvantages is that the reaction is sensitive to oxygen, which means that an oxygen rich environment may disrupt the reaction.
When too many reactive particles are reacting with oxygen, a half-cured resin will be the end-result leaving a sticky or tacky surface. During a top-down SLA, DLP or MSLA / LCD printing process, the resin is cured on the bottom of the resin tank and there is not enough oxygen present to disrupt the process. However, oxygen is present during post-curing (in air), which will be the main cause of surface stickiness.
4) Post-processing to get non-sticky flexible resin parts
Post-processing is an essential step in resin 3D-printing. It is important to post-process 3D-printed parts properly to avoid sticky parts. There are a few methods to reduce stickiness of a resin 3D-printed part. It is best to follow them all if you are facing issues with sticky parts. The methods are based on:
- – 3D-print process settings
- – Washing process
- – Post-curing process
- – What not to do?
5) 3D-printing parameters.
Liqcreate Flexible-X 3D-printing resin is designed for open compatibility on 405nm and 385nm DLP, MSLA, LCD and laser-based resin 3D-printers. It is important that the 3D-printer is open for 3rd party resins and parameters can be changed. Over- and under-curing parts can lead to a sticky surface which can not be fixed anymore later in processing. Therefor it is important that you have a good exposure time for each layer. A lot of parameters are already prepared and listed here. Click on your actual printer to see if Liqcreate Flexible-X parameters are available. If that is not the case, send an e-mail to our technical team at info@liqcreate.com and they will try to help.
6) Washing process
After getting a high quality resin 3D-printed object, the parts need to be cleaned and post-cured. Washing is an important step. The washing step ensures that all residual unreacted resin is washed off and can’t react with oxygen during post-curing. We advise to wash with IPA, Ethanol (preferably >85%) or the Liqcreate resin cleaner. Resin cleaner instructions can be found here. For Ethanol and IPA it is advisable to use 2 rinsing baths. One with used solvent and one with fresh solvent. Wash the parts preferably ultrasonic, and otherwise under agitation for 2 minutes in the used solution, followed by 3 minutes in the fresh Ethanol/IPA. The second rinse in fresh IPA/Ethanol will make sure no resin is left on the surface.
7) Resin post-curing process
After a part is washed properly, it should be UV post-cured. But is very important that before post-curing, the part should be completely dry. This can be done by putting it on a bench and wait 30 minutes, by (slightly) heating up the parts or by blowing with compressed air. The dry parts should already feel quite non-sticky and can be post-cured. Read this article to know more about the best UV post-curing parameters of a specific resin.
In the medical field, often a more professional method is used to eliminate oxygen during post processing and thus reduce stickiness of 3D-printed parts. Often the parts are post-cured in a Nitrogen chamber. This will result in completely non-sticky objects. For more difficult processable resins, like our Flexible-X, we would recommend to post-cure in an oxygen free atmosphere. This would be either in a Nitrogen chamber, or immersed in a transparent jar of water or glycerol during the first minutes of post-curing.
8) Expected part surface finish.
If printed and post-processed properly, you should be able to see the pixel lines of parts printed with Flexible-X at least on the sides of the part. When parts look fuzzy, then the print parameters are often not correct. Contact info@liqcreate.com for assistance.
9) How to clean / filter the resin?
When a part failed during printing, it is always advised to clean your resin tank. This is usually done by filtering the resin to make sure all rigid plastic pieces are gone. If cured resin parts are present when you start a new print, they can damage your FEP film of even your LCD screen. A standard resin filter will work sufficiently to filter Flexible-X resin when the resin is 25°C / 77°F.
10) Minimum wall thickness.
It is possible to print fine details with Liqcreate Flexible-X 3D-printing resin. However, large thin areas can warp during printing and post-processing. Warpage of thin parts during printing can even lead to print failures. It is therefore advised to maintain a minimum wall thickness for these large areas. It is difficult to give an accurate guide on wall thickness as this is depending on the total design. You can print quite thin parts locally. Although if a part is big and has thin walls all over the part, it is not advised.
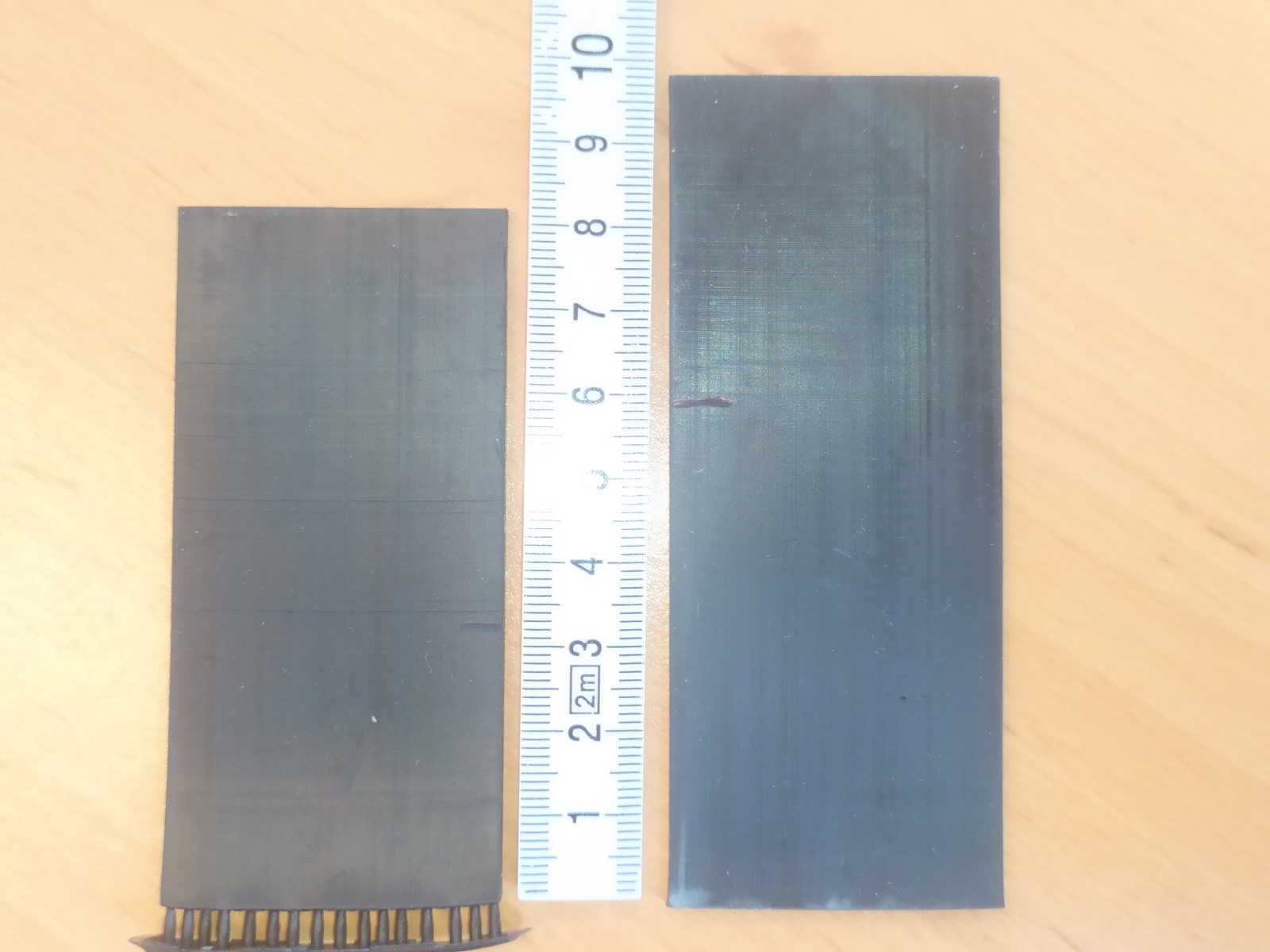
Image: visible layer lines in Flexible-X parts with and without supports with a wall thickness of 2mm. visible layer lines are often caused by moving of the part during printing and are often the weakest spot were a fracture will initiate.

Image: visible layer lines in Flexible-X parts with and without supports with a wall thickness of 5mm. visible layer lines are often caused by moving of the part during printing and are often the weakest spot were a fracture will initiate.

Image: visible layer lines in Flexible-X parts with and without supports with a wall thickness of 10mm.
As you can see in the test, thicker layer lines are visible when the part is not stable anymore. With 10mm thick parts, these were not visible across the height of the part. This was the case when printing with supports and directly on the platform. In the 5mm thick part, layer lines were not visible when printing directly on the platform. With supports there is more instability in the part and after approx. 50 mm the first lines appear. For the 2mm thick part it happens even earlier, around 32mm height on supports and 60mm directly on the platform these lines appear. These lines can be a starting point of a print failure or a initiating point for the final part to break and should be avoided.
11) Orientation of flexible resin parts
Just like all other parts, it is important to always support local low points and overhangs for flexible resin. Big overhangs are difficult to print due to the flexible nature of our Tough-X, Flexible-X and Premium Flexible resin during 3D-printing. These overhangs can be minimized by smart orientation of the file and placing support structures on the overhangs. If it is possible for your design, then the easiest way to print this material is directly on the build plate. If your part require support, always minimize overhangs and big “flat surfaces”. A flat surface is a surface that is perpendicular to the build plate, as shown in the image below. This is the worst option to support a flexible resin for 3D-printing.
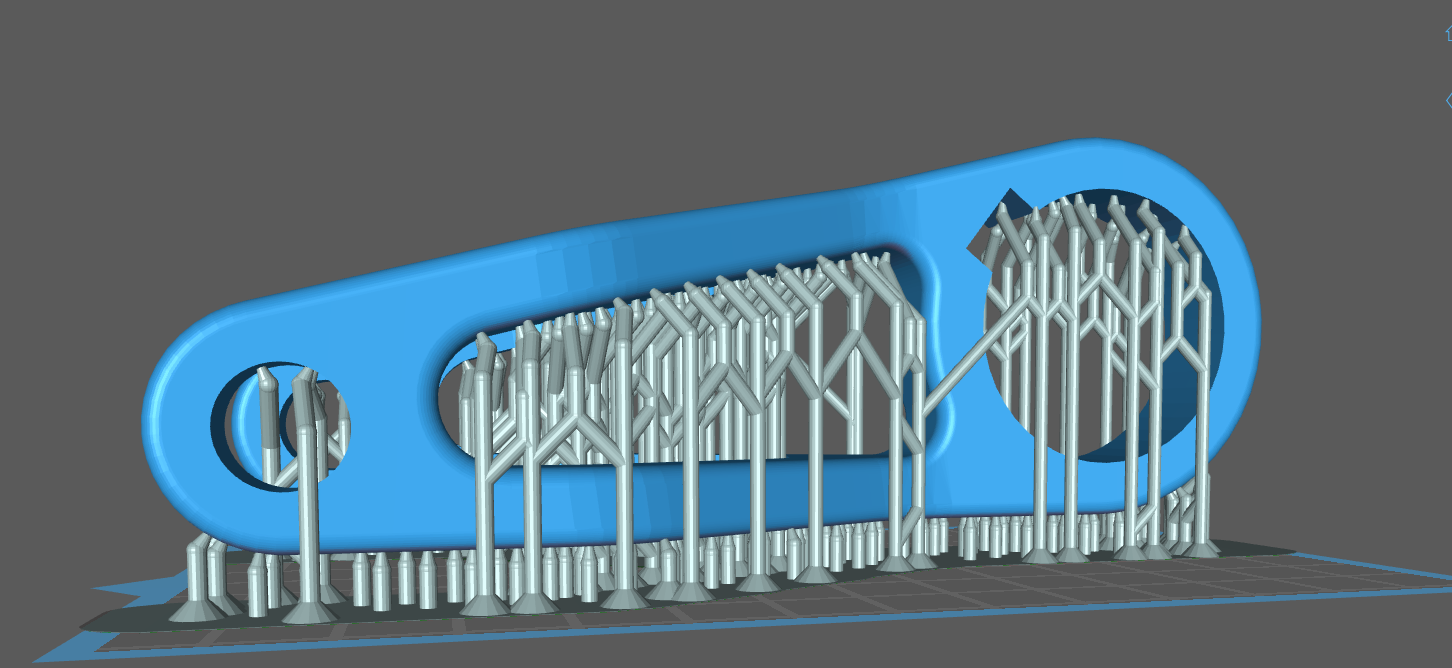
Image: Try to avoid orientations like the image above. Parts with a lot of flat surfaces are difficult to print with flexible 3D-printing resin.
When supports are required, try to minimize overhangs and flat surfaces as shown in the image below.
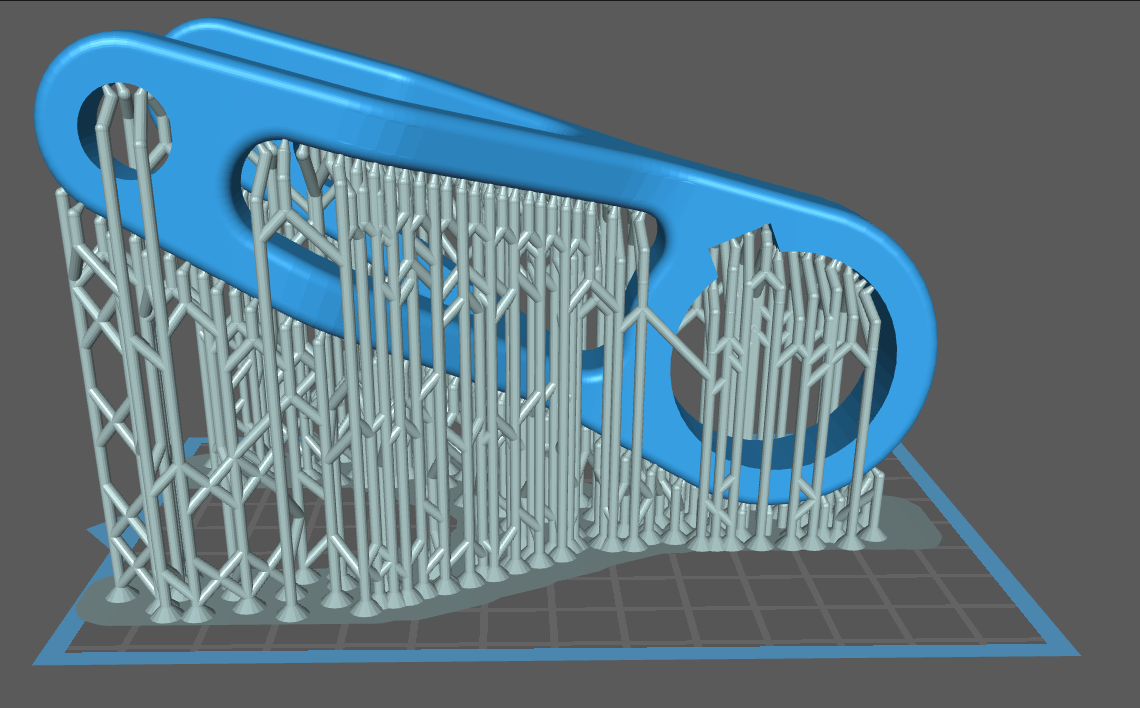
Image: If supports are required, use an angle ~30° to support your flexible part.
With flexible resins it is more difficult to print overhangs and therefor a larger area should be supported with the support settings explained in chapter two. Two test files were printed to determine the angle that can be printed without supports.

The bars are placed in an angle from 20° to 70° and are 2 mm in thickness. The part was completely printed, but from an angle of 40° it starts to bend and loses accuracy significantly. These thin parts are printed accurately until an angle of 30°.
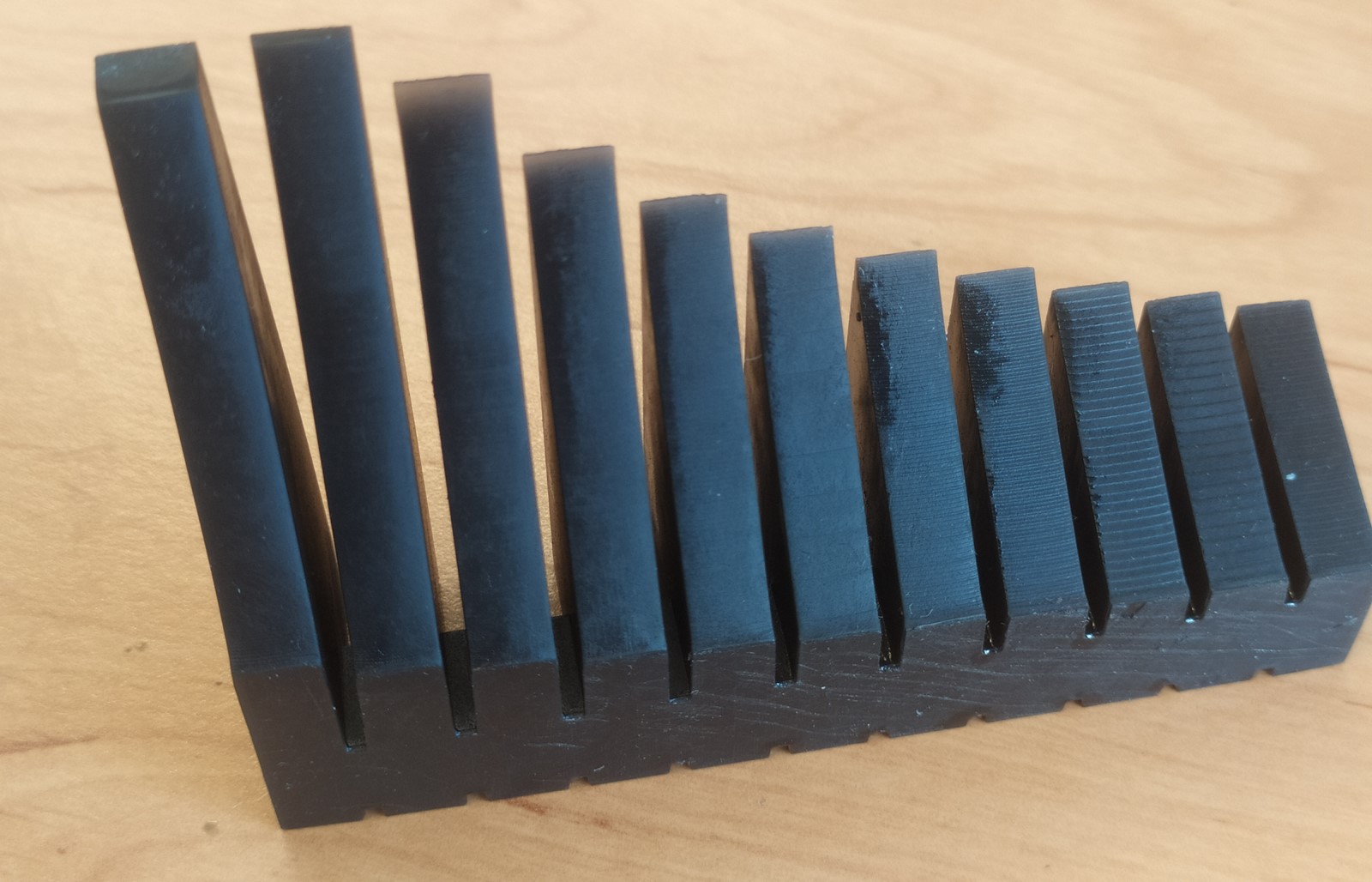
When printing a solid part, it is easier to make a bigger angle. All the angles were completely printed again, how the loss of accuracy starts at 50° and therefor an angle up to 45° in a solid part is possible with Flexible-X.
12) Orientation and preparation of hollow parts
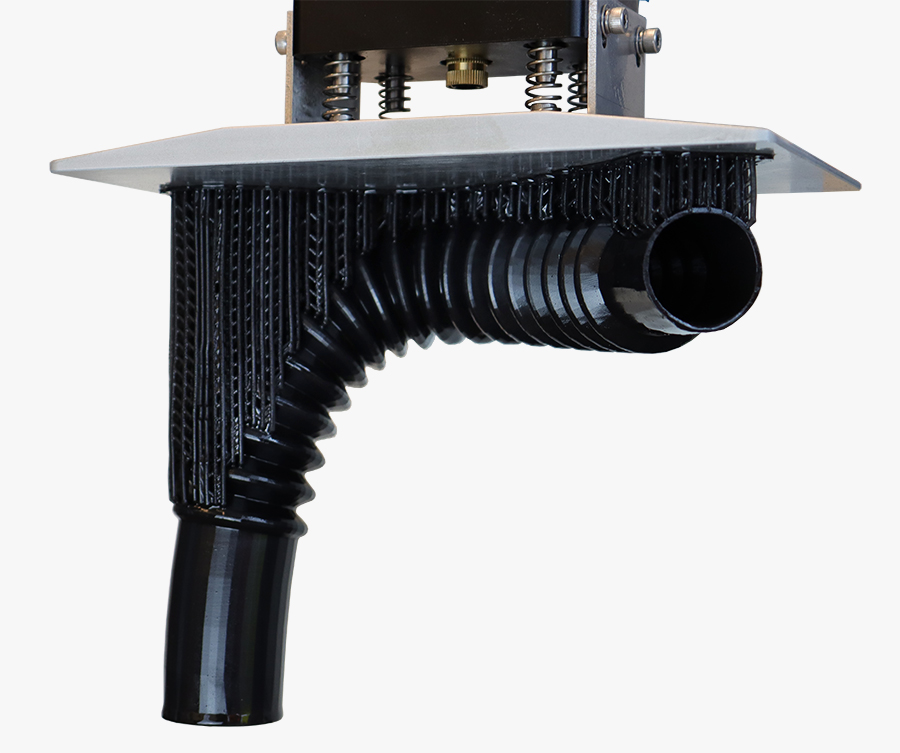
When printing hollow parts, or parts with hollow areas like the custom tubing below, it is important to place the part on supports. Opposing of what has been said before. For hollow parts the quality will be worse when 3D-printing directly on the build plate. During the movement of the platform, there is a pressure build-up in the part, giving it extremely bad layer lines and sometimes even cracks within these layer lines, as seen on the left picture below. Placing it on supports will have the same effect as placing a venting hole, to regulate pressure in the part during 3D-printing to finally get a good quality part, as shown in the right part (supports have been removed).

Image: Hollow part without supports on the left and with supports on the right. Supports have the same effect as a venting hole, to regulate pressure in the hollow areas during 3D-printing. This has a positive effect on the part quality and success rate of 3D-printing with flexible resin.
13) Shrinkage compensation.
Shrinkage compensation in software like Chitubox is present but quite limited. The shrinkage is measured for blocks of 20-30-40mm on the Anycubic Photon D2 resin 3D-printer with Liqcreate Flexible-X resin. The settings below gave the best result in this range of thickness below 40mm.
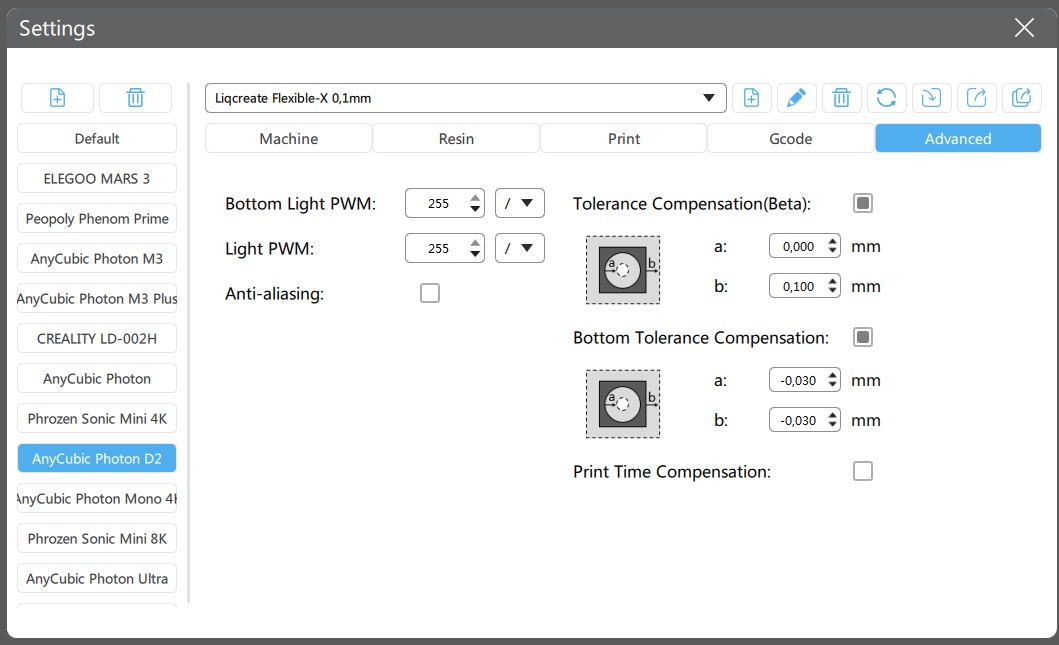
The average sizes of the blocks after compensation were: 19,975 mm (original 20,000 mm); 30,02 mm (original 30,00 mm) and 39.88 mm (original 40,00 mm). As seen in the results the shrinkage compensation works best for parts with a size of 30mm and below. for thicker parts a larger shrinkage compensation is needed, with the chance that small parts will be too large when using the limited resin compensation factors in Chitubox.
14) Flexible-X resin temperature during printing.
It is advised to print with Liqcreate Flexible-X resin at least at 20°C / 68°F and maximum at 25°C / 77°F. printing at lower temperature causes random failure with Liqcreate Flexible-X resin.
15) Solving print failures with Liqcreate Flexible-X resin.
There are a lot of common resin 3D-printing issues. The most common printing issue with this resin is a failure at the support tips. If this happens, then the support tip thickness and intersection in the model are too small. In this article you can find 10 common resin 3D-printing fails and how to solve them. If you have need support, send is an e-mail at info@liqcreate.com and our technical team will try to assist.
16) Storage conditions.
Store the resin in the original bottle, plug and cap at minimal 5°C / 41°F and maximum 30°C / 86°F. Avoid sources of heat, radiation, static electricity, sunlight and contact with food with the resin.
17) What not to do?
There are a few things that would definitely give sticky parts. The first step not to do is to rinse a part that is not completely clean with water. Water and resin won’t mix and give a dirty, sticky surface. Next to water, post-curing not completely clean or dry parts will also lead to a sticky surface. Once a part is UV Post-cure, it is nearly impossible to get the sticky / tacky surface off. It is therefore advised to give a bit extra focus to the whole process to prevent printing parts again.
Team Liqcreate wish you happy printing. If there are any questions or remarks, feel free to contact us at info@liqcreate.com any time.
Support
Do you need any help with 3D printing our SLA, DLP or LCD resins? We can help you! Just look for the question you have below. If you can’t find it, let us know by contacting us!
Printer Settings →
About Flexible-X
Liqcreate Flexible-X is an opaque black photopolymer resin for open MSLA, DLP and laser based 3D-printers. 3D-printed parts from this material have exceptional flexibility and great rebound properties. Liqcreate Flexible-X is compatible with open DLP, LCD, MSLA and SLA 3D-printers in the range of 385 – 420nm. Its low hardness of 55 Shore A and elongation up to 160% makes it perfect for the manufacturing of soft touch and elastic parts for industrial use.
Key benefits |
3D-Printer compatibility |
| · High Elongation | · Epax3D Series |
| · Excellent Rebound | · Phrozen & Anycubic series |
| · Good Tear Strength | · Shining3D AccuFAB-L4K |
| · Durable Soft Touch | · And many more |



